热镀锌钢管-视频-普洱市热镀锌钢管-云南省普洱市迪庆|昆明|西双版纳|临沧|红河|丽江|文山同城货源(更新时间:2025-08-11 00:34:05)
更新时间:2025-08-11 00:34:05
Tags: 钢结构

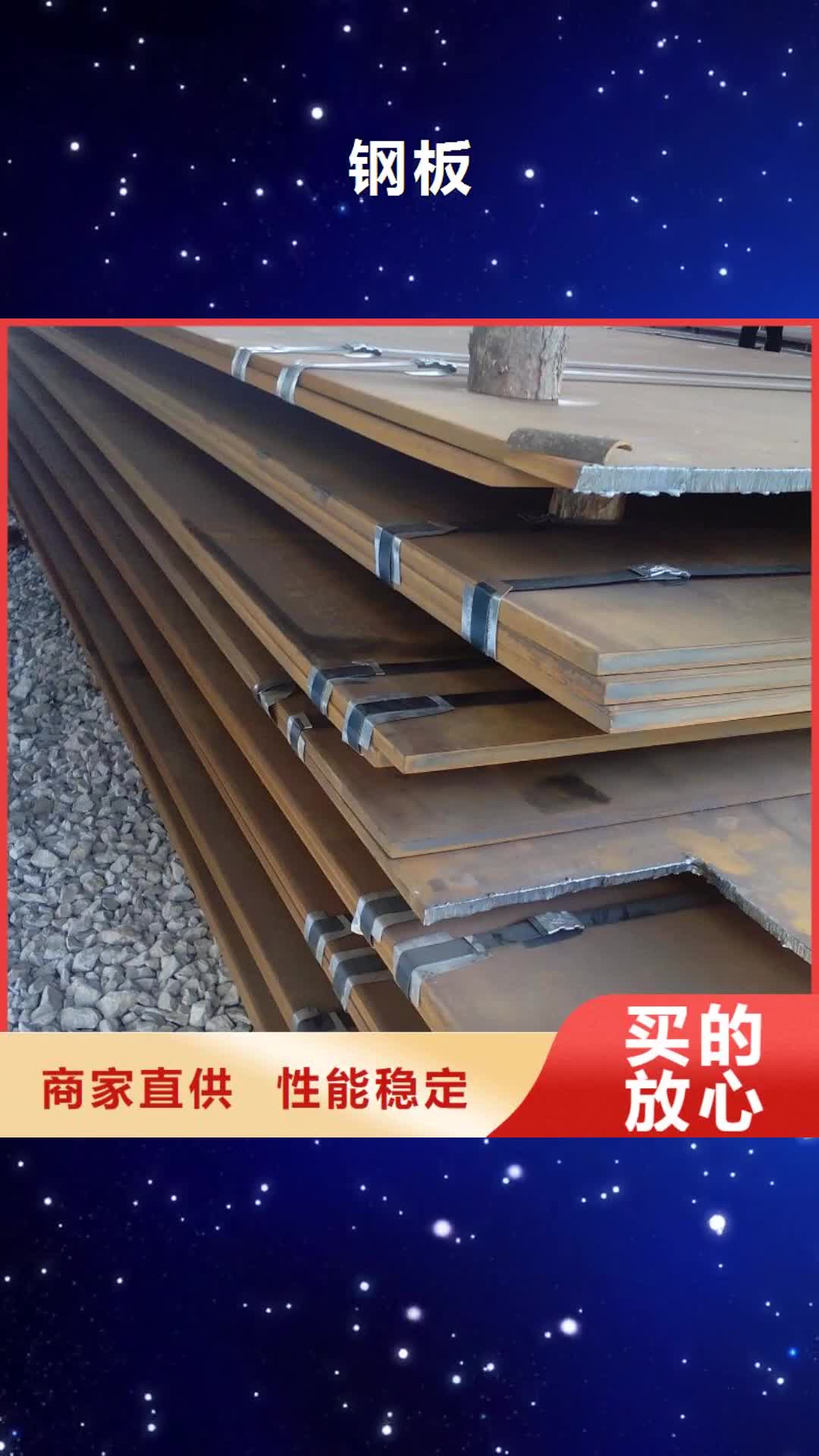
钢结构视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
| 范围 | 服务网络覆盖云南省 普洱市 昆明市、玉溪市、丽江市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 等区域。 |

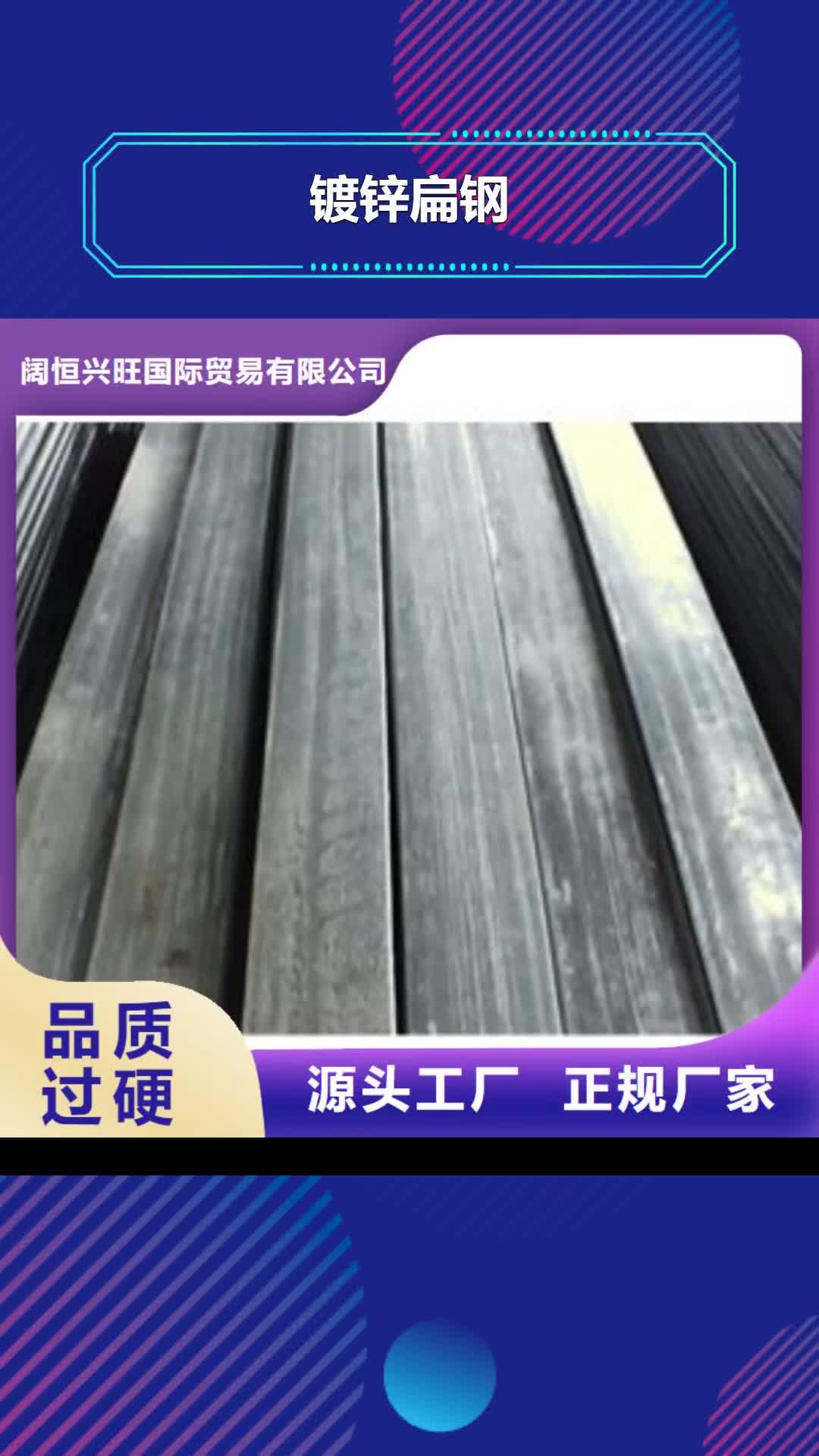
,阔恒兴旺国际贸易(普洱市分公司)tjkh1941主营品种齐全,pfBXNaZmI不断创新,致力于满足广大客户的多种行业资讯需求,联系人:杨经理-【13920698558】,地址:[北辰区韩家墅钢材市场]。

四、典形节点的焊接顺序和工艺参数 (1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。 (2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。 (3)再由两名焊工分别承担相邻两面的焊接。 (4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。 (5)焊接工艺参数: CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min 焊丝伸出长度:约20mm,气体流量25~80L/min, 电压29~34V,层间温度120~150℃ 五、柱—梁、梁—梁节点 (1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。 (2)待下翼缘焊完,然后焊接上翼缘。 (3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。 (4)焊接工艺参数: CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min 焊丝伸出长度约20 mm,气体流量20~80L/mm 电压30~38V,层间温度120~150℃ 以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;

三、安装焊接程序及一般规定 焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验 1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。 2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。 3.重新检查预热温度,如温度不够应重新加热,使之符合要求。 4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。 5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。 6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。 7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。 8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。 9.焊工和检验人员要认真填写作业记录表。

钢结构在各项工程建设中的应用极为广泛,如钢桥、钢厂房、钢闸门、各种大型管道容器、高层建筑和塔轨机构等。 . 钢结构自重较轻 2. 钢结构工作的可靠性较高 3. 钢材的抗振(震)性、抗冲击性好 4. 钢结构制造的工业化程度较高 5. 钢结构可以准确快速地装配 6. 钢结构室内空间大 7. 容易做成密封结构 8. 钢结构易腐蚀 9. 钢结构耐火性差 10.钢结构可回收利用 11.钢结构工期较短 1.碳素结构钢:Q195、Q215、Q235、Q255、Q275等 2.低合金高强度结构钢 3.优质碳素结构钢及合金结构钢 4.专门用途钢 判定结构为重钢与轻钢结构确实没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,但我们可以以一些数据综合考虑并加以判断: 1、厂房行车起吊重量:大于等于25吨,可以认为为重钢结构。 2、每平米用钢量:大于等于50KG/㎡,可认为是重钢结构。 3、主要构件钢板厚度:大于等于10MM,轻钢结构用的较少。






大家都爱看